- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

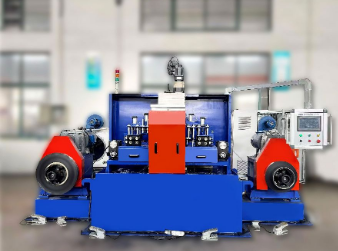
Wie kann Ihnen ein Bandwalzwerk dabei helfen, konstante Dicke, Ebenheit und Oberflächenqualität im großen Maßstab zu liefern?
Abstrakt
A Bandwalzwerkist oft der entscheidende Faktor für Spulenverarbeiter und -hersteller, die eine stabile Dickenkontrolle, wiederholbare Ebenheit und eine saubere Oberflächenbeschaffenheit benötigen – ohne ständige Ausfallzeiten oder Ausschuss. Doch viele Käufer haben mit den gleichen Problemen zu kämpfen: uneinheitliche Stärke über die Spulenlänge, Formfehler, die Kundenbeschwerden auslösen, häufige Rollenmarkierungen, langsame Umrüstungen und Wartungsroutinen, die Produktionszeit kosten.
In diesem Artikel wird erläutert, wie ein modernes Bandwalzwerk diese Probleme angeht, welche Spezifikationen beim Vergleich von Optionen tatsächlich wichtig sind und wie Sie Ihre Produktziele (Material, Dickenbereich, Toleranz, Leistung) auf die richtige Walzwerkskonfiguration abstimmen. Außerdem finden Sie eine praktische Checkliste, eine Entscheidungstabelle und eine FAQ für echte Einkaufsteams und Anlagenbauer.
Inhalt
- Gliederung
- Häufige Schmerzpunkte für Käufer
- Was ein Bandwalzwerk wirklich leistet
- Wichtige Leistungsziele, die Ihre Marge schützen
- Auswahl der richtigen Mühlenkonfiguration
- Integration der Mühle in Ihre Linie
- So halten Sie die Qualität über lange Auflagen stabil
- Wartung, die den Output nicht zunichte macht
- Käufer-Checkliste vor der Unterzeichnung
- FAQ
- Nächster Schritt
Gliederung
- Identifizieren Sie die Produktionsprobleme, die Sie beseitigen möchten (Ausschuss, Reklamationen, Engpässe).
- Übersetzen Sie Kundenanforderungen in messbare Walzziele (Toleranz, Ebenheit, Finish).
- Passen Sie Ihren Material- und Dickenbereich an das Layout und den Automatisierungsgrad Ihrer Mühle an.
- Planen Sie die unterstützenden Systeme (Spannungskontrolle, Kühlmittel, Filterung, Rollenmanagement, Rückstoß).
- Sichern Sie sich die Wartbarkeit: schneller Walzenwechsel, zugängliche Hydraulik und vorhersehbare Ersatzteile.
Häufige Schmerzpunkte für Käufer
Wenn Sie ein Bandwalzwerk bewerten, tun Sie es wahrscheinlich nicht aus Spaß, sondern weil etwas weh tut. Hier sind die häufigsten Probleme, die Käufer lösen möchten, und was sie im realen Betrieb normalerweise kosten:
- Inkonsistenz des Messgeräts: Dickenabweichung entlang des Coils führt zu Nacharbeit, herabgestuftem Material oder Ausschusschargen.
- Ebenheits- und Formfehler: Wellen, Knicke in der Mitte, Knicke an den Kanten oder eine Fehlanpassung des Scheitels verursachen nachgelagerte Probleme beim Stanzen, Schlitzen, Schweißen oder Formen.
- Oberflächenspuren: Walzenkratzer, Rattermarken, Einschlüsse oder schlechte Schmierung äußern sich als Kundenbeschwerden – insbesondere bei sichtbaren Teilen.
- Langsame Umstellungen: Lange Rollenwechsel, Setup-Instabilität oder manuelle Abstimmung verschwenden jede Woche Stunden.
- Hoher Ausschuss beim Hochlauf: Der erste Teil jeder Spule wird zum „Setup-Abfall“, weil Kontrollen und Spannung nicht schnell genug eingestellt werden.
- Ausfallzeiten aufgrund von Wartungsüberraschungen: Dichtungen, Lager, Kühlmittelsysteme oder hydraulische Probleme, die nicht für eine schnelle Wartung ausgelegt sind.
- Steigende Kosten für Energie und Verbrauchsmaterialien: Ineffiziente Antriebe, schlechtes Kühlmittelmanagement und übermäßiger Walzenverschleiß lassen die Kosten pro Tonne in die Höhe schnellen.
Ein gutes Bandwalzwerk walzt nicht nur Metall – es reduziert die Unsicherheit. Der beste ROI ergibt sich in der Regel aus weniger Kundenreklamationen, einem höheren Ertrag und einem stabilen Durchsatz, den Sie mit Zuversicht planen können.
Was ein Bandwalzwerk wirklich leistet
Im Kern reduziert ein Bandwalzwerk die Dicke, indem es Metallbänder unter kontrollierter Kraft und Spannung durch rotierende Walzen führt. Im „kontrollierten“ Teil trennen sich moderne Systeme von älteren Geräten.
In der realen Produktion ändern Sie nicht nur die Dicke, sondern verwalten auch Folgendes:
- Rollkraftum das Zielmaß zu erreichen, ohne die Komponenten zu überlasten.
- Spannungum die Streifenform zu stabilisieren und Rattern oder Verrutschen zu verhindern.
- Ebenheitskontrolleum Formfehler zu vermeiden, die die Weiterverarbeitung beeinträchtigen.
- Oberflächenzustanddurch Walzenqualität, Kühlmittelzufuhr und Filterung.
- Thermisches Verhaltenweil Hitze die Walzenausdehnung und Dickenstabilität im Laufe der Zeit beeinflusst.
Aus diesem Grund sollten Käufer das Walzwerk als System betrachten: Gerüstkonfiguration, Automatisierung, Antriebe, Hydraulik, Kühlmittel/Filtration und Spulenhandhabung tragen alle zur Endqualität und Betriebszeit bei.
Wichtige Leistungsziele, die Ihre Marge schützen
Wenn Teams Walzwerke vergleichen, konzentrieren sie sich häufig auf die maximale Walzkraft oder Liniengeschwindigkeit. Diese sind wichtig, aber die wirklichen Unterscheidungsmerkmale sind Leistungsziele, die an die Kundenakzeptanz und den internen Ertrag geknüpft sind.
- Dickentoleranz: Wie konstant können Sie die Stärke vom Kopf bis zum Ende und über die gesamte Streifenbreite halten?
- Ebenheit: Können Sie die Form ohne ständiges Eingreifen innerhalb der Umformanforderungen Ihres Kunden halten?
- Oberflächenbeschaffenheit und Sauberkeit: Können Sie eine stabile Oberfläche ohne Rollspuren, Schmutzstreifen oder Schmiermittelfehler aufrechterhalten?
- Stabilität über lange Läufe: Bleibt die Leistung auch nach stundenlanger Produktion konstant oder schwankt sie mit der Temperatur und dem Walzenverschleiß?
- Wiederholbarkeit der Umstellung: Können Sie Produkte wechseln und schnell und mit minimalem Einrichtungsausschuss zu einer stabilen Produktion zurückkehren?
Eine praktische Möglichkeit, ein Bandwalzwerk zu bewerten, besteht darin, intern eine Frage zu stellen:Wodurch werden wir aufhören, Geld zu verlieren, sobald diese Mühle in Betrieb ist?Dieser Rahmen sorgt dafür, dass sich die Diskussion auf die Ergebnisse und nicht nur auf die Spezifikationen konzentriert.
Auswahl der richtigen Mühlenkonfiguration
Es gibt einen Grund dafür, dass es unterschiedliche Mühlenkonfigurationen gibt: Ihr Material, Ihr Dickenbereich, Ihre Breite und Ihr Zielfinish beeinflussen alle, was am besten funktioniert. Verwenden Sie die folgende Tabelle, um Ihre Anwendung an typischen Mühlenoptionen auszurichten.
| Anwendungsziel | Typische Mühlenrichtung | Warum es passt | Achtung |
|---|---|---|---|
| Allgemeine Dickenreduzierung mit mäßiger Toleranz | 4-Hochgerüst / Reversierwalzwerk | Ausgewogene Fähigkeit für viele Stähle und Legierungen; flexible Zeitpläne | Der Automatisierungsgrad ist wichtig für die Wiederholbarkeit und den Anlaufausschuss |
| Hochpräzises Messgerät + Ebenheitskontrolle | 6-fach-Ständer / erweiterte Ebenheitskontrolle | Bessere Formkontrolle durch Biege- und Verschiebungsstrategien | Höhere Komplexität; Wartungsfreundlichkeit und Schulung werden von entscheidender Bedeutung |
| Hochdurchsatzproduktion mit engen Lieferplänen | Tandemlinie (Mehrgerüst) | Kontinuierliche Reduzierung unterstützt höhere Leistung und gleichbleibende Qualität | Integrationsaufwand im Vorfeld; Unterstützende Systeme müssen robust sein |
| Oberflächenempfindliche Produkte (dekorative, exponierte Teile) | Konzentrieren Sie sich auf Walzenfinish + Kühlmittel/Filtration + Spannungsstabilität | Die Oberflächenqualität hängt stark von der Sauberkeit und der Schmierungskontrolle ab | Eine Unterdimensionierung der Filtration ist ein häufiger Fehler, der zu wiederkehrenden Defekten führt |
Wenn Sie sich nicht sicher sind, notieren Sie zunächst IhreMaterialliste(Stahl, Edelstahl, Aluminium, Kupfer usw.),eingehende Dicke, Zieldicke, und die Ihres KundenAkzeptanzkriterien. Wählen Sie dann die Konfiguration aus, mit der Sie diese Ziele zuverlässig erreichen können – nicht nur auf dem Papier.
Integration der Mühle in Ihre Linie
Viele dem Werk zugeschriebene Qualitätsprobleme sind in Wirklichkeit vor- oder nachgelagerte Probleme. Ein Bandwalzwerk erbringt die beste Leistung, wenn die umgebende Linie Spannungsspitzen, Oberflächenverunreinigungen und Schäden bei der Spulenhandhabung verhindert.
Zu den allgemeinen Integrationselementen gehören:
- Abwickler und Aufwicklermit stabiler Spannungsfähigkeit.
- Ein-/Ausstiegszäumeum die Spannung zu optimieren und den Schlupf zu reduzieren.
- Führen und zentrierenzum Schutz der Kanten und zur Verbesserung der Formkontrolle.
- Kühlmittelzufuhr + Filterungum die Hitze zu regulieren und Oberflächen sauber zu halten.
- Inspektionspunktezur schnellen Überprüfung von Stärke/Form/Oberfläche, ohne die Linie anzuhalten.
GRM Walzwerkunterstützt Käufer in der Regel durch die Zuordnung dieser Subsysteme zur Steuerungsstrategie des Werks – denn eine stabile Produktion hängt vom gesamten Ablauf ab, nicht nur vom Gerüst.
So halten Sie die Qualität über lange Auflagen stabil
„Einmal“ eine gute Spule zu bekommen ist einfach. Der eigentliche Test besteht darin, die Qualität über Schichten, Bediener und Produktmix hinweg aufrechtzuerhalten. Stabilität entsteht normalerweise durch drei Kontrollebenen:
- Schnelle Kontrolle: sofortige Korrektur von Dickenabweichungen bei sich ändernden Bedingungen (Last, Spannung, Geschwindigkeit).
- Formkontrolle: Strategien zur Reduzierung von Schnallen und Kronenfehlanpassungen, bevor sie abgelehnt werden können.
- Kontaminationskontrolle: Kühlmittel und Streifenoberflächen sauber halten, um sich wiederholende Markierungen zu vermeiden.
Wenn Ihre Anlage mit wiederkehrenden Oberflächendefekten zu kämpfen hat, achten Sie genau auf die Filterkonstruktion, das Kühlmittelmanagement und die Handhabung der Walzenoberfläche. Kleine Partikel können „geheimnisvolle“ Streifen verursachen, die zufällig aussehen, sich aber wiederholen, bis die Quelle entfernt wird.
Wartung, die den Output nicht zunichte macht
Eine Mühle, die die Spezifikationen erfüllt, aber die Produktion durch ständige Wartung zum Stillstand bringt, ist ein schlechtes Geschäft. Achten Sie bei der Bewertung von Geräten auf Wartungsfunktionen, die Ausfallzeiten reduzieren und die Vorhersagbarkeit verbessern:
- Schneller Rollenwechsel: entworfene Zugangspunkte, Hebestrategie und Ausrichtungsunterstützung.
- Zugängliche hydraulische Komponenten: Ventile, Dichtungen und Sensoren, die ohne größere Demontage gewartet werden können.
- Klarer Schmierplan: Zentralschmierung und einfache Überwachung reduzieren Lagerüberraschungen.
- Ersatzteillogik: standardisierte Verschleißteile und eine realistische empfohlene Ersatzteilliste.
- Bedienerfreundliche Diagnose: Alarme, die auf Ursachen hinweisen, nicht nur auf Symptome.
Die besten Mühlen helfen Ihrem Team, von der „Brandbekämpfung“ zur routinemäßigen Instandhaltung überzugehen. Allein diese Schicht ermöglicht oft eine höhere wöchentliche Produktion, ohne dass sich Ihr Personalbestand ändert.
Käufer-Checkliste vor der Unterzeichnung
- Produktziele: Materialliste, Breitenbereich, eingehende/Zieldicke, Toleranz, Oberflächenanforderungen.
- Durchsatzziele: erwartete Tonnen/Monat, typische Coilgröße, geplante Schichten und Hochlauferwartungen.
- Qualitätsüberprüfung: wie Sie Dicke/Ebenheit/Oberfläche messen und wo in der Linie Kontrollen auftreten.
- Umstellungsrealität: Produktmix, Rollenpläne und wie schnell Sie ohne Ausschuss wechseln müssen.
- Versorgungsleistungen und Stellfläche: Strom, Kühlmittelversorgung, Filterraum und Installationsbeschränkungen.
- Servicemodell: Inbetriebnahme, Schulung, Dokumentation und Reaktionsplan für kritische Ersatzteile.
- Risikoplan: Was passiert, wenn die Toleranz überschritten wird – gibt es einen Weg zur Korrektur, ohne die Produktion anzuhalten?
FAQ
F: Kann ein Bandwalzwerk mehrere Materialien wie Edelstahl und Aluminium verarbeiten?
A:Ja, aber die Setup-Strategie ist wichtig. Verschiedene Materialien verhalten sich unter Kraft und Spannung unterschiedlich und reagieren unterschiedlich auf Schmierung und Walzenoberfläche. Eine gut abgestimmte Konfigurations- und Steuerungsstrategie reduziert Versuch und Irrtum bei Produktwechseln.
F: Was verursacht Dickenschwankungen entlang der Spulenlänge?
A:Häufige Ursachen sind instabile Spannung, thermische Drift, Walzenverschleiß, ungleichmäßige Dicke der eingehenden Spule und langsame Korrektur bei Geschwindigkeitsänderungen. Käufer sollten Wert auf eine stabile Spannungsfähigkeit und ein schnelles Korrekturverhalten legen, um Ausschuss an Kopf und Schwanz zu reduzieren.
F: Warum treten Formfehler auf, selbst wenn die Dicke korrekt ist?
A:Die Dicke kann im Zielbereich liegen, während die Ebenheit ausgeschaltet ist. Formfehler sind häufig auf eine ungleichmäßige Reduzierung der Breite, eine Walzendurchbiegung oder ein Spannungsungleichgewicht zurückzuführen. Die Kontrolle der Ebenheit und die richtige Führung sind der Schlüssel zur Vermeidung von Schnallen und Kronenproblemen.
F: Wie reduzieren wir Oberflächenmarkierungen und rollenbedingte Kratzer?
A:Beginnen Sie mit dem Walzenmanagement (Oberflächenbeschaffenheit, Handhabung, Sauberkeit) und verbessern Sie dann die Kühlmittelzufuhr und -filtration, um zu verhindern, dass Schmutz erneut in den Walzenbiss eindringt. Viele „zufällige“ Markierungen sind tatsächlich wiederholbare Kontaminationsmuster.
F: Was sollten wir für die Installation und Inbetriebnahme vorbereiten?
A:Planen Sie Versorgungseinrichtungen, Layout, Bedienerschulung und einen klaren Abnahmeplan (wie der Erfolg messbar aussieht). Wenn Sie Zielprodukte und Verifizierungsschritte frühzeitig definieren, wird der Hochlauf schneller und weniger verschwenderisch.
Nächster Schritt
Wenn Ihr aktueller Prozess aufgrund von Dickenabweichungen, Ebenheitsbeschwerden, wiederkehrenden Oberflächenmarkierungen oder langsamen Umrüstungen Geld verliert, kann ein ordnungsgemäß konzipiertes Bandwalzwerk dieses Chaos in wiederholbare Ergebnisse umwandeln.GRM Walzwerkunterstützt Kunden von der Anwendungsanpassung bis hin zur Linienintegration, Inbetriebnahme und Bedienerschulung – damit die Mühle in der realen Welt funktioniert und nicht nur in einer Broschüre.
Sind Sie bereit, Ihre Material-, Dicken- und Produktionsziele zu besprechen? Kontaktieren Sie uns und sagen Sie uns, was Sie heute rollen und was Sie als nächstes rollen müssen.